
壓力容器用熱卷焊管制造工藝中的卷圓準(zhǔn)備和流程
9.1 卷圓前應(yīng)按圖樣、制造卡及有關(guān)技術(shù)文件對(duì)來料的材料牌號(hào)、材料標(biāo)記、規(guī)格、下料尺寸、零件編號(hào)進(jìn)行核查,并根據(jù)制造卡和圖紙要求檢查、確定板料的坡口方向。需要注意的是各種標(biāo)記應(yīng)在圓筒的外側(cè)面。
9.2 清理凈卷板機(jī)輥軸及板面上的油污雜物。
9.3 操作者應(yīng)嚴(yán)格按照卷板機(jī)的安全操作規(guī)程和操作程序進(jìn)行。
9.4 采用三軸卷板機(jī)滾錐筒、小口直徑應(yīng)根據(jù)錐筒的實(shí)際,錐度與板厚進(jìn)行確定。
壓力容器用熱卷焊管制造工藝中的卷圓流程
10.1 大多數(shù)金屬材料的彎曲和成形加工是在冷態(tài) ——常溫下進(jìn)行的。由于彎曲和成形最終是使金屬材料發(fā)生塑性變形,當(dāng)變形量過大,導(dǎo)致過大塑性變形,從而引起金屬冷作硬化,使其力學(xué)性能下降時(shí),則可進(jìn)行加熱彎曲和成形。 允許的冷彎最小曲率半徑 r和最大彎曲矢高 f 可見,相對(duì)變形量不大于 2%,彎曲圓筒中徑 D/t>40 可冷彎(t 為板厚)。超過上述范圍遇加熱彎曲和成形,加熱溫度宜控制在 900~1000℃;碳素結(jié)構(gòu)鋼在溫度降至 700℃之前,低合金結(jié)構(gòu)鋼在溫度降至 800℃之前,應(yīng)結(jié)束加工;低合金結(jié)構(gòu)鋼還應(yīng)緩緩冷卻。
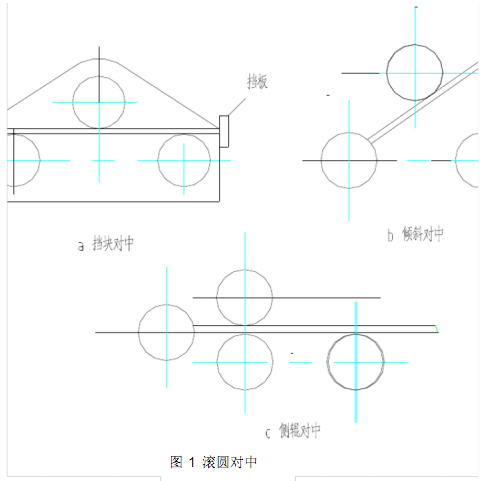
10.2 卷圓時(shí),為防止卷圓時(shí)產(chǎn)生扭斜,卷板開始時(shí),工件送進(jìn)務(wù)必對(duì)中,對(duì)中使得工件的母線與輥?zhàn)拥妮S線平行,防止錯(cuò)口和大小口。按圖 1 進(jìn)行對(duì)正防止發(fā)生扭斜,對(duì)中方法如圖 1 卷圓工藝分一次進(jìn)給和多次進(jìn)給,取決于工藝限制條件和設(shè)備限制條件,即冷卷時(shí)不得超過允許的最大變形率和板、輥之間不打滑,不得超過輥?zhàn)拥脑试S應(yīng)力與設(shè)備的最大功率。一次進(jìn)給不能滿足則可多次進(jìn)給完成卷圓。
10.3 卷板機(jī)設(shè)備說明書給出的最小彎曲半徑指一次進(jìn)給卷制機(jī)器規(guī)定的名義規(guī)格板材時(shí)的最小彎曲半徑。多次進(jìn)給時(shí)最小彎曲半徑可以接近上輥半徑。卷圓進(jìn)給次數(shù)越少效率越高而圓度誤差相對(duì)大一些。卷圓總是在工、設(shè)備條件和圓度誤差允許范圍內(nèi)以最少、或一次進(jìn)給完成卷制,以求達(dá)到最高的生產(chǎn)率。
10.3 考慮到冷卷時(shí)鋼材的回彈,卷圓時(shí)必須施加一定的過卷量,即使回彈后工件的直徑為加工圖要求的工件直徑。
10.4 當(dāng)需要熱卷時(shí),如前所述正確控制卷制的溫度。加熱爐應(yīng)布置在卷板車機(jī)附近,一距離在 6~10m左右,視加工工件和設(shè)備的尺寸確定,在車間設(shè)計(jì)時(shí)應(yīng)予以考慮,熱卷沒有回彈,因此不用過卷。對(duì)于不允許冷卷的薄板,若用熱卷則因剛性太差,吊運(yùn)困難,則可以采用溫卷宗,即加熱溫度在金屬再結(jié)晶以下,藍(lán)脆溫度以上。
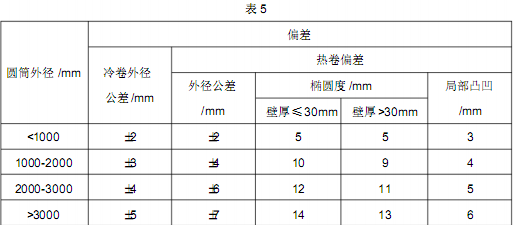
10.5 彎曲成形零件采用弧形樣板檢查。當(dāng)零件弦長(zhǎng)小于或等于 1500mm 時(shí),樣板弦長(zhǎng)不應(yīng)小于零件弦長(zhǎng)的 2/3;弦長(zhǎng)大于 1500mm,成形部位與樣板的間隙不得大于 20mm。除技術(shù)要求有單獨(dú)規(guī)定外,卷圓筒尺寸偏差見表 5
10.7卷至閉合即可進(jìn)行點(diǎn)固焊。如帶有產(chǎn)品試板則應(yīng)按要求點(diǎn)固好產(chǎn)品試板,如為自動(dòng)焊縫兩端還應(yīng)點(diǎn)固引熄弧板。卷圓后進(jìn)行 A 類焊接接頭的定位焊,定位焊時(shí)應(yīng)注意以下幾點(diǎn)。
(1) 地線應(yīng)搭在筒體上。
(2) 焊工應(yīng)有相應(yīng)的焊工資格,焊條及焊接工藝參數(shù), 按焊接工藝的規(guī)定執(zhí)行。
(3) 錯(cuò)邊量按表 4。
10.8 按焊接工藝守則進(jìn)行焊接。
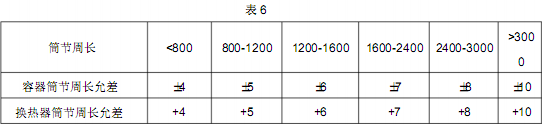
10.9 筒節(jié)組焊合格后,檢查筒節(jié)外圓周長(zhǎng),其允許偏差按表 6
10.10 按產(chǎn)品制造工藝守則切割產(chǎn)品焊接試板。
10.11 冷卷筒體、錐筒在卷制過程中應(yīng)避免鋼板表面機(jī)械損傷, 對(duì)嚴(yán)重尖銳傷痕應(yīng)進(jìn)行修磨,使修磨范圍內(nèi)斜度至少 3:1,冷卷圓筒修磨處深度不超過名義厚度 δn 的 5%,大于 2mm,熱卷圓筒修磨處的厚度應(yīng)不小于計(jì)算厚度 δ腐蝕裕量 C2之和,超出以上要求時(shí)允許采用補(bǔ)焊。 不銹鋼容器表面如有局部傷痕,刻槽等影響耐腐蝕性能缺陷應(yīng)予以修磨。修磨深度不超過鋼板厚度負(fù)偏差值 C1。
- 上一篇:壓力容器用熱卷焊管制造工藝中校圓規(guī)范 2020/8/23
- 下一篇:壓力容器用熱卷焊管制造工藝中的加工坡口和拼焊要求 2020/8/23
