
GB150 —2001《壓力容器》用厚壁卷管加工規范
2020/8/17 14:43:25??????點擊:
一、熟悉圖紙
接到圖紙后,認真仔細的閱圖,清楚卷管所需要的材質、規格、尺寸等要求。
二、材料的準備
1、材料必須與圖紙所要求的規格、型號、數量、材質及技術參數相符;
2、檢查鋼板表面有無裂紋、夾層、凹坑、碰傷等缺陷;
3、不銹鋼板表面要光滑,不允許有銹斑、尖銳刮痕等缺陷;
4、焊接材料使用前要按照出廠說明書和焊接工藝要求的規定,進行烘干;5、使用過程中保持干燥,焊條藥皮無脫落,否則不得使用;
6、領取合格的氬氣、氧氣、乙炔。
三、 鋼板的下料與切割
1、鋼板的排板: 利用各種方法, 技巧合理的鋪排零件在材料的位置,最大限度提高原材料的利用率。集中排板是我們最常用的排板方法。由于材料的規格多種多樣而下料的零件也是多種多樣的,將使用的同樣牌號、同樣厚度的零件集中在一起,統一安排,長短搭配,凹凸相就,這樣更可充分利用原材料。
2、鋼板找正:(直角找正法)如圖: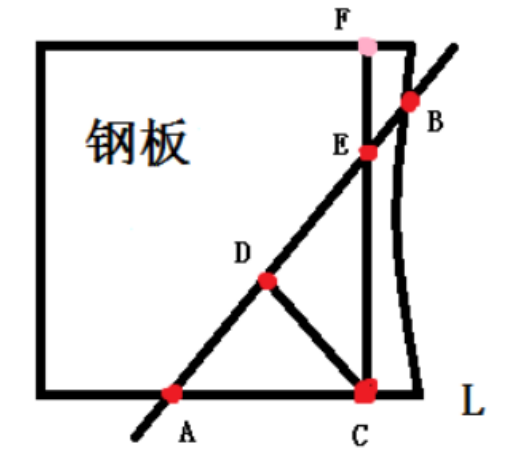 (1)以鋼板長邊直線( L)上任意取一點 A,隨意彈線至 B點
(1)以鋼板長邊直線( L)上任意取一點 A,隨意彈線至 B點
(2)在 AB上截取 AC ,使得 AD等于 DE ;
(3) 連接 CE延長至 F,得出找正線;
3、劃線:
(1)熟悉施工圖樣和產品制造工藝,合理安排各零件下料的先后次
序,而且零件在材料上的位置排布,應符合制造工藝的要求
(2)根據施工圖樣驗明樣板核對鋼材牌號、規格,保證圖樣樣板材料一致。
(3)下料前應將板料墊平,然后確定基準面,利于下料畫線的準確、精度、減少下料的偏差。
(4)下料畫線后, 在零件加工線接縫線以及半心位置等處打有標記,同時標樣的技術說明(文字、符號、線條應端正、清晰。來達到下料的合理和準確) 。
4、移植原有標記放置在下料范圍外,保持清晰明了,保證再次下料時材料不混亂。
5、低碳鋼板材下料主要采用機械加工或火焰切割、不銹鋼板材采用等離子或剪板機剪切。
6、切割表面應平整,無裂紋、重皮、尖刺、凹凸、縮口、熔渣、氧化物等。7、板材坡口根據圖紙設計標準要求進行打磨,一般選用 V開坡口,坡口單邊角度為 30°,鈍邊厚度為 1.5 —2mm ,間隙 2—2.5mm。
4、移植原有標記放置在下料范圍外,保持清晰明了,保證再次下料時材料不混亂。
5、低碳鋼板材下料主要采用機械加工或火焰切割、不銹鋼板材采用等離子或剪板機剪切。
6、切割表面應平整,無裂紋、重皮、尖刺、凹凸、縮口、熔渣、氧化物等。7、板材坡口根據圖紙設計標準要求進行打磨,一般選用 V開坡口,坡口單邊角度為 30°,鈍邊厚度為 1.5 —2mm ,間隙 2—2.5mm。
8、將坡口及兩側 20mm 范圍內鐵銹、油污、氧化物等清理干凈,使其露出金屬光澤。
四、卷板
我們卷板采用上輥萬能數顯式三輥卷板。
1 、首先用薄鐵皮做弧板 (樣板 ), 再在進行卷板前先對板材進行預彎,弧長為卷管周長的 1/6~1/4 ,并符合下列規定:
在三棍對稱卷板機上,板料前后兩端不能直截彎曲的部分叫剰余直邊,其長度約等于下棍中心距的一半,剰余直邊可用油壓機預彎。
2、進料時應保持鋼板垂直于棍子軸線,以免發生錯邊現象。
3、 上棍向下運動壓制鋼板,視經驗可采取多次彎曲鋼板,避免壓下次數少損害機器。上棍每壓一次鋼板后即停止下壓,啟動主電機,兩下棍作左右旋轉運動,將鋼板彎路成形,此時操作者應在機器的兩端觀察,防止鋼板滑出棍面造成事故,當鋼板作了 2~3 次來回彎路成形后,停止主電機運動。上棍再次下壓,每次下壓量視鋼板厚度、筒徑而定,絕不能一次下壓到位而出現打滑現象。
3、 上棍向下運動壓制鋼板,視經驗可采取多次彎曲鋼板,避免壓下次數少損害機器。上棍每壓一次鋼板后即停止下壓,啟動主電機,兩下棍作左右旋轉運動,將鋼板彎路成形,此時操作者應在機器的兩端觀察,防止鋼板滑出棍面造成事故,當鋼板作了 2~3 次來回彎路成形后,停止主電機運動。上棍再次下壓,每次下壓量視鋼板厚度、筒徑而定,絕不能一次下壓到位而出現打滑現象。
4、 卸下工件:轉動手輪,將平衡裝置壓塊壓住上棍右端,保持上棍平衡,搬動倒頭搬把,將倒頭架傾倒約 90 度,卷成的板可從上棍左端卸出。
五、卷管組對與焊接
1、組對應滿足以下要求:
(1)對接時首先應考慮,不能有十字焊縫。
(2)把焊縫避開法蘭接口。
(3)縱焊縫之間不能小于 250mm 。
(4)兩卷筒對接要留有 1.5 —3mm 的縫隙。
3、卷管的同一筒節上的縱向焊縫不宜大于兩道,兩縱縫間距不宜小于 200mm 。
6、卷管端面與中心線的垂直偏差不得大于管子外經 30% 且不得大于3mm 。平直面不得大于 1mm/m 。
7、焊縫不能雙面成型的卷管,當公稱直徑大于或等于 600mm 時,且在管內進行封底焊。
10、卷管對接完成后,進行點固焊,點固焊長度每段不少于 20mm ,間隔 100—150mm 進行一次點固焊,點固焊對坡口及兩側 20mm 范圍內的鐵銹、油污氧化物等進行處理干凈,使其露出金屬光澤。
筒體校圓 :
(1)確認鋼板經壓頭、卷圓后坡口在筒體的內外側是否與焊接工藝一致 ,
(2) 保證卷管端面與中心線的垂直偏差不得大于管子外經的 1% , 且不得大于 3mm ,平直角不得大于 1mm/m 。
六、 使用工器具
工器具有:直流電焊機、撬棍、卷尺、半自動切割機、電焊條保溫桶、角向磨光機、絲桿、大錘、楔鐵,扳尺,粉線等。
七、安全技術
1、施工人員必須遵守安全規則做到文明作業。
2、使用電動工具時,應采用必須的防護措施,使用前檢查工具的完好。
3、在切割打磨的時候必須采取防范措施,戴好防護眼睛、口罩和耳塞,穿戴好勞保護具,防止飛濺物刺傷眼睛與表面皮膚和耳朵出現耳鳴、暫時聽不見等現象。
4、起重吊裝作業時,吊裝物下方不得站人。
5、在罐內使用安全行燈時, 電壓不得大于 36V,使用電焊機前要檢查電源線與焊把線是不是有裸露,如果有裸露,注意及時更換。
- 上一篇:液壓油缸用管的加工工藝流程解讀 2020/8/17
- 下一篇:鋼護筒卷管管道焊接要求 2020/8/16
